BSE: 520056 | NSE: TVSHLTD | Finance - Investment | Small Cap

Data adjusted to bonus, split, extra-ordinary income, rights issue and change in financial year end.
| Mar'16 | Mar'17 | Mar'18 | Mar'19 | Mar'20 | Mar'21 | Mar'22 | Mar'23 | Mar'24 | Mar'25 | TTM | ||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Operating Income (₹ Cr.) | 12,464 | 13,498 | 17,512 | 21,548 | 19,859 | 20,299 | 25,591 | 33,662 | 39,882 | 44,993 | 48,861 | |
| YoY Gr. Rt. % | - | 8.3% | 29.7% | 23.1% | -7.8% | 2.2% | 26.1% | 31.5% | 18.5% | 12.8% | - | |
| Adj EPS (₹ ) | 144.2 | 163.1 | 167.1 | 213.5 | 166.6 | 159.9 | 217.8 | 321 | 395.5 | 575.2 | 715.4 | |
| YoY Gr. Rt. % | - | 13.1% | 2.4% | 27.8% | -22% | -4% | 36.2% | 47.4% | 23.2% | 45.5% | - | |
| BVPS (₹ ) | 752.4 | 922.4 | 1,063 | 1,222.2 | 1,217.1 | 1,435.1 | 2,509.5 | 1,601.3 | 1,403.2 | 2,315.8 | 2,724.9 | |
| YoY Gr. Rt. % | - | 22.6% | 15.2% | 15% | -0.4% | 17.9% | 74.9% | -36.2% | -12.4% | 65% | - | |
| To view Net Profit/Total Funds (%) Colour Rating Guide click here ⓘ | ||||||||||||
| Net Profit/Total Funds (%) | 8.1 | 8.1 | 5.7 | 4.6 | 3.2 | 2.7 | 3.1 | 3.8 | 4.2 | 4.9 | 0 | |
CAGR Colour Code Guide ⓘ
| 9 Years | 5 Years | 3 Years | 1 Years | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Net Interest Income | 15.3% | 17.8% | 20.7% | 12.8% | ||||||||
| Adj EPS | 16.6% | 28.1% | 38.2% | 45.5% | ||||||||
| BVPS | 13.3% | 13.7% | -2.6% | 65% | ||||||||
| Share Price | 22% | 40.7% | 43.7% | 51.6% | ||||||||
| RATIOS \ YEARS | Mar'16 | Mar'17 | Mar'18 | Mar'19 | Mar'20 | Mar'21 | Mar'22 | Mar'23 | Mar'24 | Mar'25 | TTM | |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Margins | ||||||||||||
| Net Profit Margin (%) | 3.8 | 4.1 | 3.6 | 3.5 | 3.2 | 2.9 | 3.2 | 4 | 4.4 | 5.3 | 3 | |
| Performance Ratios | To view Performance Ratios Colour Rating Guide click here ⓘ | |||||||||||
| Return on Equity (%) | 34.3 | 32.3 | 31.3 | 32.4 | 25.4 | 22.1 | 20.7 | 32.1 | 57.8 | 63.2 | 26.3 | |
| Standalone | Consolidated | |
|---|---|---|
| TTM EPS (₹) | 177.4 | 715.4 |
| TTM Sales (₹ Cr.) | 556 | 48,861 |
| BVPS (₹.) ⓘ | 809.8 | 2,724.9 |
| Reserves (₹ Cr.) ⓘ | 1,628 | 5,503 |
| P/BV ⓘ | 18.03 | 5.36 |
| PE ⓘ | 82.33 | 20.41 |
| From the Market | |
|---|---|
| 52 Week Low / High (₹) | 7755.00 / 16150.00 |
| All Time Low / High (₹) | 12.50 / 16150.00 |
| Market Cap (₹ Cr.) | 29,545 |
| Equity (₹ Cr.) | 10.1 |
| Face Value (₹) | 5 |
| Industry PE ⓘ | 65.1 |
| Pledged * | 86.92 | 16.23 | 16.23 | 16.23 | 16.23 | 6.15 | 10.55 | 14.43 | 23.06 | 23.06 |

| PARTICULARS | Mar'16 | Mar'17 | Mar'18 | Mar'19 | Mar'20 | Mar'21 | Mar'22 | Mar'23 | Mar'24 | Mar'25 |
|---|---|---|---|---|---|---|---|---|---|---|
| Income | 12,564 | 13,670 | 17,661 | 21,579 | 19,912 | 20,359 | 25,629 | 33,651 | 39,872 | 44,958 |
| Interest Income | 12,464 | 13,498 | 17,512 | 21,548 | 19,859 | 20,299 | 25,591 | 33,662 | 39,882 | 44,993 |
| Other Income ⓘ | 100 | 172 | 150 | 31 | 54 | 60 | 38 | -11 | -9 | -35 |
| Expenditure ⓘ | 11,929 | 12,963 | 16,821 | 20,462 | 19,006 | 19,482 | 24,432 | 31,726 | 37,116 | 41,365 |
| Interest Expense ⓘ | 102 | 88 | 372 | 719 | 910 | 929 | 985 | 1,424 | 2,032 | 2,223 |
| Operating Expenses ⓘ | 11,371 | 12,408 | 15,740 | 18,594 | 16,862 | 17,217 | 21,650 | 27,774 | 31,613 | 34,654 |
| Provisions | 456 | 467 | 709 | 1,149 | 1,234 | 1,336 | 1,797 | 2,528 | 3,471 | 4,488 |
| Exceptional Items ⓘ | 6 | 2 | 0 | 0 | -61 | -22 | -12 | 89 | -5 | 0 |
| Profit Before Tax ⓘ | 641 | 710 | 841 | 1,118 | 845 | 854 | 1,184 | 2,013 | 2,751 | 3,594 |
| Taxes ⓘ | 169 | 163 | 212 | 368 | 219 | 262 | 360 | 680 | 994 | 1,214 |
| Profit After Tax | 472 | 547 | 629 | 750 | 627 | 592 | 824 | 1,333 | 1,757 | 2,379 |
| Adjusted EPS (₹) | 144.2 | 163.1 | 167.1 | 213.5 | 166.6 | 159.9 | 217.8 | 321.0 | 395.5 | 575.2 |
| Dividend Payout Ratio (%) | 28% | 19% | 9% | 17% | 19% | 16% | 20% | 18% | 24% | 16% |
| PARTICULARS | Mar'16 | Mar'17 | Mar'18 | Mar'19 | Mar'20 | Mar'21 | Mar'22 | Mar'23 | Mar'24 | Mar'25 |
|---|---|---|---|---|---|---|---|---|---|---|
Equity and Liabilities | ||||||||||
| Equity Capital | 1,523 | 1,867 | 2,151 | 2,474 | 2,463 | 2,905 | 5,079 | 3,241 | 2,840 | 4,687 |
| Share Capital ⓘ | 10 | 10 | 10 | 10 | 10 | 10 | 10 | 10 | 10 | 10 |
| Reserves ⓘ | 1,513 | 1,857 | 2,141 | 2,464 | 2,453 | 2,894 | 5,069 | 3,231 | 2,830 | 4,677 |
| Minority Interest | 769 | 928 | 1191 | 1426 | 1516 | 1759 | 2203 | 2804 | 4152 | 5469 |
| Long Term Borrowings | 847 | 877 | 2,783 | 5,491 | 5,925 | 7,173 | 8,455 | 19,675 | 19,609 | 25,835 |
| Current Liabilities | 3,078 | 3,645 | 8,635 | 8,779 | 10,707 | 11,472 | 14,597 | 13,324 | 17,691 | 17,333 |
| Trade Payables | 1,747 | 2,107 | 3,014 | 3,343 | 3,334 | 4,536 | 4,910 | 5,474 | 6,697 | 7,666 |
| Short term borrowings | 571 | 891 | 3,502 | 3,549 | 4,037 | 3,217 | 3,880 | 5,309 | 6,386 | 6,254 |
| Other Liabilities | -2,319 | -2,998 | -6,516 | -6,892 | -7,370 | -7,753 | -8,790 | -10,783 | -13,083 | -13,919 |
| Total Liabilities ⓘ | 6,216 | 7,317 | 14,761 | 18,170 | 20,612 | 23,309 | 30,334 | 39,044 | 44,292 | 53,324 |
Assets | ||||||||||
| Non Current Asset | 3,692 | 4,422 | 7,678 | 9,259 | 10,274 | 12,204 | 14,452 | 29,330 | 33,355 | 42,413 |
| Loan Asset | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 20,547 | 25,472 | 31,313 |
| Other Non Current Asset ⓘ | 3,692 | 4,422 | 7,678 | 9,259 | 10,274 | 12,204 | 14,452 | 8,783 | 7,884 | 11,100 |
| Current Asset | 2,525 | 2,896 | 7,083 | 8,910 | 10,338 | 11,104 | 15,883 | 9,714 | 10,936 | 10,912 |
| Current Investment | 0 | 0 | 0 | 0 | 2 | 0 | 130 | 204 | 195 | 273 |
| Other Current Asset | 2,525 | 2,896 | 7,083 | 8,910 | 10,336 | 11,104 | 15,752 | 9,510 | 10,742 | 10,638 |
| Total Assets ⓘ | 6,216 | 7,317 | 14,761 | 18,170 | 20,612 | 23,309 | 30,334 | 39,044 | 44,292 | 53,324 |
| PARTICULARS | Mar'16 | Mar'17 | Mar'18 | Mar'19 | Mar'20 | Mar'21 | Mar'22 | Mar'23 | Mar'24 | Mar'25 |
|---|---|---|---|---|---|---|---|---|---|---|
| Cash Flow From Operating Activity ⓘ | 1,075 | 838 | 324 | -710 | 458 | 1,215 | -1,548 | -4,111 | -867 | 3,535 |
| Cash Flow From Investing Activity ⓘ | -715 | -818 | -1,379 | -1,324 | -1,055 | -979 | -1,705 | -1,439 | 961 | -3,227 |
| Cash Flow From Financing Activity ⓘ | -373 | -61 | 1,198 | 2,085 | 1,795 | 261 | 3,116 | 5,979 | 847 | 1,209 |
| Net Cash Flow ⓘ | -13 | -40 | 143 | 51 | 1,199 | 496 | -137 | 429 | 941 | 1,516 |
| PARTICULARS | Mar'16 | Mar'17 | Mar'18 | Mar'19 | Mar'20 | Mar'21 | Mar'22 | Mar'23 | Mar'24 | Mar'25 |
|---|---|---|---|---|---|---|---|---|---|---|
Operational & Financial Ratios |
||||||||||
| EPS (₹) | 144 | 163 | 167 | 214 | 167 | 160 | 218 | 321 | 395 | 575 |
| DPS (₹) | 41 | 32 | 15 | 36 | 31 | 26 | 44 | 59 | 94 | 93 |
| BVPS (₹) | 752 | 922 | 1063 | 1222 | 1217 | 1435 | 2510 | 1601 | 1403 | 2316 |
Performance Ratios | ||||||||||
| ROA (%) | 8.1 | 8.1 | 5.7 | 4.6 | 3.2 | 2.7 | 3.1 | 3.8 | 4.2 | 4.9 |
| ROE (%) | 34.3 | 32.3 | 31.3 | 32.4 | 25.4 | 22.1 | 20.7 | 32.1 | 57.8 | 63.2 |
| ROCE (%) | 26.0 | 24.5 | 18.3 | 16.5 | 13.0 | 11.9 | 11.9 | 13.9 | 16.7 | 17.6 |
Valuation Parameters | ||||||||||
| Price/Book(x) | 2.8 | 4.0 | 4.6 | 2.4 | 1.2 | 2.1 | 1.4 | 2.4 | 5.8 | 3.7 |
Sundaram-Clayton (SCL) is a member of the TVS group, one of the largest automotive components manufacturing groups in India, with total sales revenue of more than $ 2.5 billion. The group has been able to achieve this pre-eminence through its commitment to the cherished values of promoting trust, value and customer service. The TVS group, India's leading supplier of automotive components originated as a transport company in 1911. Today it has grown to more than thirty three companies and employs a workforce of over 25,000, grossing an annual aggregate sale in excess of $ 3 billion, with diverse range of operations that includes manufacturing and distribution.
Having a wide customer base, SCL is one of the largest suppliers of aluminium die castings in the country. The company exports its products to international Original Equipment Manufacturers having proven its credentials as a reliable supplier of world class products. SCL has a solid foundation in its domestic market leadership and pioneering R&D efforts. A comprehensive TQM (Total Quality Management) practice enables SCL in being a competitive world-class manufacturer in terms of quality, cost and timely delivery of products.
SCL makes its own alloy and has a full-fledged metallurgical laboratory that allows SCL to engineer its own alloy composition and maintain strict control of the alloying elements. With its state-of-the-art in house alloying plant, SCL makes a wide variety of alloys; ADC 12, LM25, LM27, SCM14, AlSi9CuMg, LM4, AC4C, AlSi10Mg to name a few.
SCL started its pressure die casting operations in the early eighties recognizing the advantages of the pressure die casting process. Since then, the company has grown in its scale of operations. Today SCL has an installed capacity of 14000 MT per annum with over 51 automatic PDC machines, making SCL a unique supplier with the widest range of pressure die casting machines in the sub-continent. SCL started its die casting division with gravity die casting process as early as in 1968.Today, it produces more than 250 different castings (ranging from 0.2 kg to 28 kg in weight) using this process. Most of the dies are semi-automatic and ergonomic by design. The company has total facilities for sand testing, sand corping and decoring. Riser cutting machines and impregnation supplement the die casting process. The company acquired tilt pouring GDC technology as early as in 1989 and has today advanced to the level of making its own tilt pouring machines.
SCL forayed into the area of LPDC as a part of its overall strategy of acquiring contemporary die casting technology. It has a state-of-art cylinder head casting facility at Hosur with a production capacity of 300 thousand units per annum, using twin cavity LPDC machines with bridge assisted core pull outs, out of which four are mounted on a bridge helping in a smooth positive withdrawal of castings from the gate. The LPDC facility is also equipped with sate-of-art-core making and de-coring facilities. The LPDC machine can accommodate dies upto 900 mm by 600 mm. Direct measurement spectrometers are used for instantaneous checking of chemistry of aluminium alloy used.
The plant is fully equipped to deliver completely machined, ready-to-assemble components. The state-of-art machining infrastructure, which is spread over a sprawling 20,000 sq.m of build-up area, includes 30 machining cells with nearly 200 state-of-the art machining centres, over 200 CNC machining centres, supplied by reputed manufacturers such as Chiron, Hardinge, Deckel, Makino etc: Special purpose machines and supporting facilities for leak testing (wet and dry), impregnation and surface treatment operations. In addition, there are about 20 assembly stations where the components are sub-assembled into the machined casting and dispatched to customers on a JIT basis, ready to use.
Journey of Sundaram-Clayton:
Introduction phase (1987 to 1990) - The change process was started with the aim of getting a “buy-in†from the employees. As a first step, “change seminars†were conducted for all employees, stressing the need for change. The visible barriers were broken with a common uniform and canteen for all employees, no cabins for managers and open offices to enable easy accessibility of employees to the heads of the departments. This contributed to a change in the mindset of employees, which began viewing the management as part of the same team.
Success factors leading to recognition - Another major initiative related to the restructuring of the manufacturing system. Process layout was changed to product based layouts. Manufacturing units (factories within factory) were formed, based on product groups. Workmen were trained to become multi-skilled, whereby they worked on many machines. The production managers were empowered and held accountable for quality, cost and delivery.
Promotion phase (1990 to 1994) - Policy management process, which commenced at SCL in 1990-91, helped create company-wide goal congruence. The annual targets of the company were deployed to various departments and individuals. Guidelines were provided, towards achieving company objectives, highlighting broad strategies that needed to be followed by all. Each department aligned its objectives and action plans towards achieving the company objectives.
As a part of TQM implementation, the company-wide quality assurance system was executed. The culture of quality by inspection was gradually changed to quality control and quality assurance (QA). Focus was placed on ownership of quality by the manufacturing units, supplier quality improvements and the genba audit concept.
Deployment phase (1994 to 1998) - During this phase, daily work management, viz, defining and monitoring key processes, ensuring that they met set targets, detecting abnormalities and preventing their recurrence, were strengthened. Continuous improvement in all aspects of work, using total employee involvement, became the norm.
Products:
• Crankcase, cylinder head, cylinder barrel and wheel hub castings for two wheelers
• Intake manifold, transmission case, clutch housing castings & brackets for cars and light commercial vehicles
• Flywheel housing & gear housing castings, fuel system shut-off valve bodies, fuel filter heads and filter housing bodies for heavy commercial vehicles
• Castings for brake equipment for commercial vehicles
Milestones:
1968 - Started as a captive unit with Gravity Die Casting (GDC)
1972 - Started supplies for other group companies
1983 - Started manufacturing Pressure Die Castings (PDC)
1985 - Elected member of the American Die Casting Institute & Die casting research Foundation
1987 - Awarded for best industrial relations by Government of TamilNadu
1989 - GDC with tilt pouring started
1993 - Started Die design using CAD
1994 - Started supplies for non captive customers
1996 - Installed 1000T PDC machine
1997 - Tool room facilities upgraded with Electro Discharge Machine (EDM)
1998 - Established second plant at Hosur. Started supplies to MNC's in India
1999 - Installed fully automated 1350T PDC with online computer controls. Started supplying castings in fully machined condition, Started metallurgical lab with state-of-the-art-facilities. TPM (Total Productive Maintenance) kick- off
2000 - Best supplier award from Hyundai Motor India Global supply commenced. Installed alloying plant. Certified for QS 9000
2001 - Certified for ISO 14001. Started collaborative Product Development with MNC customer. Started Low Pressure Die Casting (LPDC)
2002 - Deployed state-of-the art software for die design and simulation. Started own machine building. Lean Manufacturing kick-off
2003 - Started vacuum casting process. Started squeeze casting process
2004 - Installed fully automated 2700T pressure die casting machine (Largest in India). Certified for TS 16949Started regional office in USA
2005 - Established separate facility for brakes
2007 - Spun-off Brakes division as Wabco-TVS
2009 - Established plant at Mahindra World City (MWC)
2009 - TPM Excellence Award by JiPm
2010 - Established plant at Oragadam
2010 - Gold Certificate of Merit - The Economic Times manufacturing Excellence Awards
2011 - Platinum Certificate of Merit - The Economic Times Manufacturing Excellence Awards
Divisions:
• Brakes division - This division commenced its operations in 1962 at Chennai in southern India, in collaboration with Clayton Dewandre Holdings Limited, UK (now part of WABCO Automotive group). SCL-Brakes division is the pioneer in the manufacture of air and air-assisted braking actuation system products. A market leader since inception, SCL-Brakes division develops and manufactures products for a wide range of commercial and off-highway vehicles. The factory is situated at Padi, 11 km from Chennai.
• Die casting division - The die casting division established in 1968 in Chennai, began as a captive unit manufacturing high precision aluminium castings and has grown into a top-line industry vendor offering a wide range of pressure die castings, low pressure and gravity die castings. The division's two plants one at Chennai and other at Hosur are equipped with latest technology in Gravity, Low pressure and high Pressure Die Casting process with Vacuum and Squeeze casting capability for a capacity of 24,000 Metric Tonnes per annum.
Awards and achievements:
• SCL won the “Deming Application Prize†in 1998, becoming the first in India and only the fourth company outside Japan to claim this honour.
• SCL won the Japan Quality Medal for the year 2002, the first in India and the second company outside Japan to win this honour.
• Automotive Component Manufacturers Award (ACMA, India)
• ACMA Technology award in 2002
• ACMA Manufacturing Excellence Award in 2003
• Tamil Nadu State Government Award for good industrial relations for both management and the employees union (won 8 annual awards since inception of the award in 1988)
SEBI Registered: Investment Adviser - INA000013323
| Name of the IA registered with SEBI: | The Alchemists Ark Pvt. Ltd. |
| Logo: | |
| Trade/Brand Name of IA: | MoneyWorks4Me Investment Advisers |
| Brand Logo: | |
| SEBI Registration Number: | INA000013323 Validity - May 16, 2019 - Perpetual |
| Registration: | Non-Individual |
| BSE Enlistment No: | 1187 |
| Address: | B-101, Signet Corner Building, Balewadi Phata, Baner, Pune, Maharashtra 411045 |
| Compliance officer Details: |
Name: Shrikant Jagtap Email: shrikant.jagtap@moneyworks4me.com Telephone: +919860359463 Address: Same as IA |
| Grievance Officer Details: |
Name: Mukta Vaze Email: mukta.vaze@moneyworks4me.com Telephone: +91 98609 19463 Address: Same as IA |
| Principal Officer Details: |
Name: Atharva Bhide Email: atharva.bhide@moneyworks4me.com Telephone: +91 91758 99463 Address: Same as IA |
| Standard Warning: | Investment in securities market are subject to market risks. Read all the related documents carefully before investing. |
| Disclaimer: | Registration granted by SEBI, enlistment with exchange and certification from NISM in no way guarantee performance of the intermediary or provide any assurance of returns to investors. |
Warning: Investment in securities market are subject to market risks. Read all the related documents carefully before investing.
Disclaimer: Registration granted by SEBI, membership of BASL (in case of IAs) and certification from NISM in no way guarantee performance of the intermediary or provides any assurance of returns to investors.
SEBI regional/local office address -






Address:
© 2026 The Alchemists Ark Pvt. Ltd. All rights reserved. MoneyWorks4Me ® is a registered trademark of The Alchemists Ark Pvt. Ltd.

MoneyWorks4Me rating and ranking of funds for SIP is available to subscribers only. Moneyworks4Me is not a rating and ranking agency, however it is required that users have a way of selecting funds and building a Portfolio. The method used by it are described below to enable users to understand the logic behind the rating and ranking Subscriber will find more details on this in the various content made available from time to time. In case you need more please write to besafe@moneyworks4Me.com
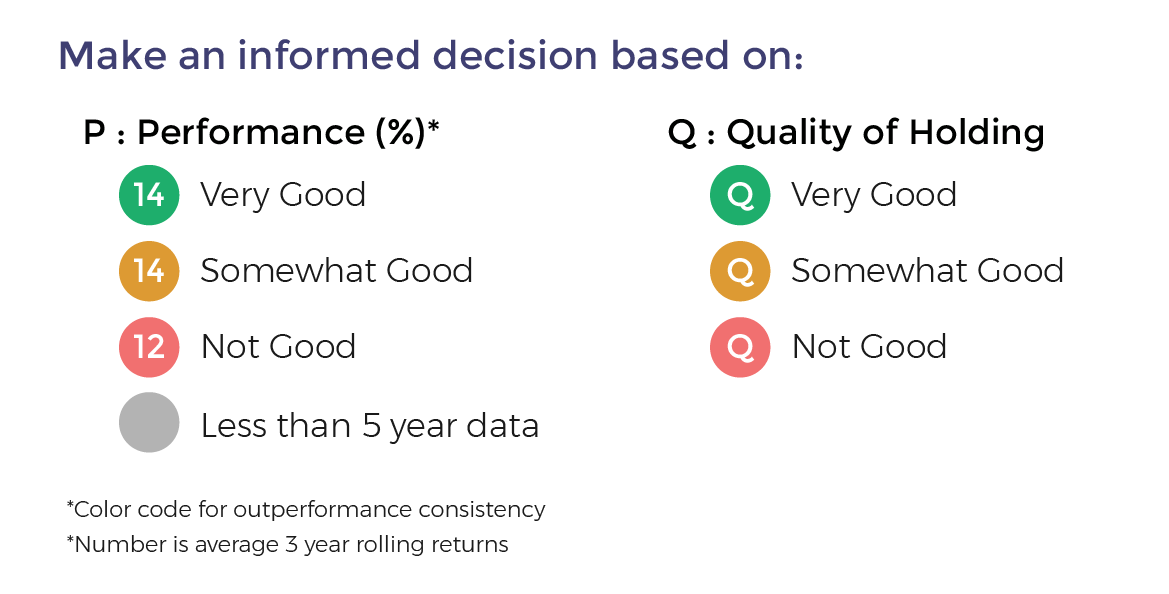
MoneyWorks4Me rates and ranks mutual funds based on the following data-driven system:
Funds ranking in screeners: Performance Consistency and Quality are two parameters used for ranking funds for SIP. The ranking as follows GG, GO, GR, OG, OO, OR, RG, RO and RR.
With the same color-coded funds, the one with the higher Average 3-year rolling returns (over 5 to 10 years), the number that appears in the Performance tag, ranks higher.
Here is the summary:
The third tag Upside Potential is not relevant for SIP. It is relevant for lumpsum investments in Mutual Funds.
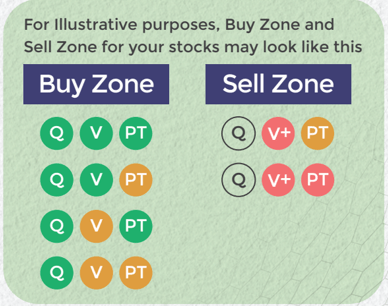
Make an informed decision for Stocks
Invest using an intelligent system with powerful data-driven tools that help you identify opportunities and make informed buy-hold-sell decisions
Buy quality Stocks when they are available at reasonable prices and supported by an upward price trend and Sell when they are Overvalued using the Decizen Rating System. Covers 3500+ stocks