BSE: 500184 | NSE: HSCL | Carbon Black | Small Cap

Data adjusted to bonus, split, extra-ordinary income, rights issue and change in financial year end.
| Mar'16 | Mar'17 | Mar'18 | Mar'19 | Mar'20 | Mar'21 | Mar'22 | Mar'23 | Mar'24 | Mar'25 | TTM | |
|---|---|---|---|---|---|---|---|---|---|---|---|
| ROCE % ⓘ | 4.8% | 11.3% | 21.6% | 24.3% | 5.8% | 4.2% | 4.8% | 12.4% | 19.2% | 22.6% | - |
| Value Creation Index ⓘ | -0.7 | -0.2 | 0.6 | 0.8 | -0.6 | -0.7 | -0.7 | -0.1 | 0.4 | 1.0 | - |
Growth Parameters ⓘGrowth Parameters Colour Code Guide ⓘ | |||||||||||
| Sales ⓘ | 1,152 | 1,324 | 1,971 | 2,377 | 1,804 | 1,679 | 2,791 | 4,172 | 4,185 | 4,596 | 4,432 |
| Sales YoY Gr. | - | 15% | 48.9% | 20.6% | -24.1% | -6.9% | 66.2% | 49.5% | 0.3% | 9.8% | - |
| Adj EPS ⓘ | -0.2 | 2.3 | 5.8 | 7.4 | 4.3 | 1 | 1.7 | 5.6 | 8.2 | 11.2 | 13.3 |
| YoY Gr. | - | NA | 155.3% | 27.6% | -41.6% | -76.5% | 64.4% | 234.3% | 47.6% | 36.6% | - |
| BVPS (₹) ⓘ | 22 | 25.8 | 34.8 | 40.1 | 39.4 | 40.7 | 43 | 48.8 | 60.5 | 72.2 | 85.7 |
| Adj Net Profit ⓘ | -9.1 | 94.7 | 242 | 308 | 180 | 42.3 | 69.7 | 240 | 403 | 553 | 669 |
| Cash Flow from Ops. ⓘ | 278 | 205 | 247 | 472 | 282 | -39.3 | 330 | 53.3 | 400 | 455 | - |
| Debt/CF from Ops. ⓘ | 3.1 | 3.7 | 2.7 | 1 | 1.8 | -18.3 | 1.8 | 15.7 | 1.5 | 0.7 | - |
CAGR Colour Code Guide ⓘ
| 9 Years | 5 Years | 3 Years | 1 Years | |||||
|---|---|---|---|---|---|---|---|---|
| Sales ⓘ | 16.6% | 20.6% | 18.1% | 9.8% | ||||
| Adj EPS ⓘ | NA | 21.1% | 88.9% | 36.6% | ||||
| BVPSⓘ | 14.1% | 12.9% | 18.9% | 19.3% | ||||
| Share Price | 42.8% | 56.8% | 70.4% | -18.2% | ||||
Performance Ratio Colour Code Guide ⓘ
| Mar'16 | Mar'17 | Mar'18 | Mar'19 | Mar'20 | Mar'21 | Mar'22 | Mar'23 | Mar'24 | Mar'25 | TTM | |
|---|---|---|---|---|---|---|---|---|---|---|---|
| Return on Equity % ⓘ | -1 | 9.5 | 19.1 | 19.7 | 10.8 | 2.5 | 4 | 12 | 15.5 | 16.7 | 16.8 |
| Op. Profit Mgn % ⓘ | 13.3 | 18.7 | 22.8 | 22.7 | 16.5 | 7.6 | 5.8 | 9.8 | 15.1 | 18.4 | 21.1 |
| Net Profit Mgn % ⓘ | -0.8 | 7.2 | 12.3 | 13 | 10 | 2.5 | 2.5 | 5.8 | 9.6 | 12 | 15.1 |
| Debt to Equity ⓘ | 0.9 | 0.7 | 0.5 | 0.3 | 0.3 | 0.4 | 0.3 | 0.4 | 0.2 | 0.1 | 0 |
| Working Cap Days ⓘ | 247 | 203 | 173 | 199 | 261 | 245 | 190 | 145 | 158 | 160 | 91 |
| Cash Conv. Cycle ⓘ | 134 | 98 | 84 | 105 | 142 | 131 | 102 | 69 | 59 | 64 | 57 |
| Standalone | Consolidated | |
|---|---|---|
| TTM EPS (₹) | 13.3 | 13 |
| TTM Sales (₹ Cr.) | 4,432 | 4,465 |
| BVPS (₹.) ⓘ | 85.7 | 87.1 |
| Reserves (₹ Cr.) ⓘ | 4,272 | 4,345 |
| P/BV ⓘ | 5.49 | 5.40 |
| PE ⓘ | 35.45 | 36.19 |
| From the Market | |
|---|---|
| 52 Week Low / High (₹) | 351.40 / 577.50 |
| All Time Low / High (₹) | 0.12 / 688.50 |
| Market Cap (₹ Cr.) | 23,740 |
| Equity (₹ Cr.) | 50.5 |
| Face Value (₹) | 1 |
| Industry PE ⓘ | 34 |
| Pledged * | 0.00 | 0.00 | 0.00 | 0.00 | 0.00 | 0.00 | 0.00 | 0.00 | 0.00 | 0.00 |

| PARTICULARS | Mar'16 | Mar'17 | Mar'18 | Mar'19 | Mar'20 | Mar'21 | Mar'22 | Mar'23 | Mar'24 | Mar'25 |
|---|---|---|---|---|---|---|---|---|---|---|
| Sales | 1,152 | 1,324 | 1,971 | 2,377 | 1,803 | 1,679 | 2,791 | 4,172 | 4,185 | 4,596 |
| Operating Expenses ⓘ | 1,010 | 1,097 | 1,521 | 1,838 | 1,520 | 1,552 | 2,637 | 3,783 | 3,553 | 3,752 |
| Manufacturing Costs | 27 | 34 | 36 | 39 | 38 | 40 | 57 | 57 | 53 | 45 |
| Material Costs | 823 | 885 | 1,307 | 1,588 | 1,222 | 1,240 | 2,250 | 3,267 | 3,035 | 3,152 |
| Employee Cost | 30 | 36 | 47 | 58 | 73 | 76 | 80 | 91 | 110 | 124 |
| Other Costs ⓘ | 130 | 142 | 132 | 153 | 186 | 196 | 251 | 368 | 354 | 431 |
| Operating Profit ⓘ | 142 | 227 | 450 | 538 | 284 | 128 | 154 | 388 | 632 | 844 |
| Operating Profit Margin (%) | 12.3% | 17.1% | 22.8% | 22.6% | 15.7% | 7.6% | 5.5% | 9.3% | 15.1% | 18.4% |
| Other Income ⓘ | 11 | 8 | 8 | 14 | 5 | 14 | 7 | 28 | 52 | 58 |
| Interest ⓘ | 110 | 80 | 70 | 71 | 55 | 33 | 35 | 66 | 64 | 45 |
| Depreciation ⓘ | 64 | 31 | 31 | 33 | 37 | 44 | 47 | 49 | 48 | 50 |
| Exceptional Items ⓘ | 0 | 0 | 0 | 0 | -128 | 0 | 0 | -30 | 0 | 0 |
| Profit Before Tax ⓘ | -21 | 123 | 356 | 449 | 70 | 64 | 79 | 272 | 573 | 808 |
| Tax ⓘ | -5 | 42 | 113 | 138 | -11 | 17 | 14 | 64 | 162 | 250 |
| Profit After Tax | -16 | 81 | 243 | 311 | 81 | 47 | 65 | 208 | 411 | 558 |
| PAT Margin (%) | -1.4% | 6.1% | 12.3% | 13.1% | 4.5% | 2.8% | 2.3% | 5.0% | 9.8% | 12.1% |
| Adjusted EPS (₹) | -0.4 | 1.9 | 5.8 | 7.4 | 1.9 | 1.1 | 1.6 | 4.8 | 8.3 | 11.3 |
| Dividend Payout Ratio (%) | -13% | 5% | 2% | 2% | 8% | 13% | 13% | 5% | 6% | 5% |
| PARTICULARS | Mar'16 | Mar'17 | Mar'18 | Mar'19 | Mar'20 | Mar'21 | Mar'22 | Mar'23 | Mar'24 | Mar'25 |
|---|---|---|---|---|---|---|---|---|---|---|
Equity and Liabilities | ||||||||||
| Shareholders Fund | 921 | 1,078 | 1,455 | 1,678 | 1,648 | 1,705 | 1,800 | 2,109 | 2,980 | 3,563 |
| Share Capital ⓘ | 42 | 42 | 42 | 42 | 42 | 42 | 42 | 43 | 49 | 49 |
| Reserves ⓘ | 879 | 1,036 | 1,413 | 1,636 | 1,606 | 1,663 | 1,758 | 2,066 | 2,931 | 3,513 |
| Minority Interest | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 |
| Debt | 758 | 726 | 595 | 430 | 337 | 678 | 539 | 791 | 587 | 307 |
| Long Term Debt | 366 | 387 | 231 | 188 | 22 | 84 | 93 | 48 | 22 | 2 |
| Short Term Debt | 392 | 339 | 364 | 242 | 315 | 594 | 446 | 743 | 566 | 305 |
| Trade Payables | 89 | 149 | 118 | 411 | 212 | 149 | 774 | 341 | 545 | 235 |
| Others Liabilities ⓘ | 314 | 214 | 393 | 508 | 494 | 412 | 530 | 673 | 645 | 860 |
| Total Liabilities ⓘ | 2,081 | 2,166 | 2,562 | 3,027 | 2,691 | 2,944 | 3,643 | 3,914 | 4,757 | 4,965 |
Fixed Assets | ||||||||||
| Gross Block | 1,493 | 1,526 | 1,554 | 1,584 | 1,912 | 1,948 | 2,094 | 2,096 | 2,166 | 2,205 |
| Accumulated Depreciation | 392 | 423 | 455 | 487 | 524 | 568 | 613 | 644 | 691 | 740 |
| Net Fixed Assets ⓘ | 1,101 | 1,103 | 1,099 | 1,097 | 1,389 | 1,380 | 1,480 | 1,452 | 1,475 | 1,465 |
| CWIP ⓘ | 27 | 9 | 18 | 126 | 158 | 160 | 77 | 94 | 67 | 176 |
| Investmentsⓘ | 133 | 167 | 353 | 232 | 47 | 66 | 113 | 132 | 477 | 628 |
| Inventories | 315 | 392 | 415 | 539 | 331 | 335 | 772 | 545 | 706 | 586 |
| Trade Receivables | 200 | 216 | 270 | 366 | 300 | 461 | 505 | 505 | 656 | 628 |
| Cash Equivalents | 35 | 36 | 31 | 47 | 42 | 135 | 263 | 623 | 726 | 670 |
| Others Assetsⓘ | 270 | 244 | 375 | 620 | 424 | 406 | 433 | 564 | 651 | 812 |
| Total Assets ⓘ | 2,081 | 2,166 | 2,562 | 3,027 | 2,691 | 2,944 | 3,643 | 3,914 | 4,757 | 4,965 |
| PARTICULARS | Mar'16 | Mar'17 | Mar'18 | Mar'19 | Mar'20 | Mar'21 | Mar'22 | Mar'23 | Mar'24 | Mar'25 |
|---|---|---|---|---|---|---|---|---|---|---|
| Cash Flow From Operating Activity ⓘ | 278 | 205 | 247 | 472 | 282 | -39 | 330 | 53 | 400 | 455 |
| PBT ⓘ | -21 | 123 | 356 | 449 | 70 | 64 | 79 | 272 | 573 | 808 |
| Adjustment ⓘ | 181 | 123 | 105 | 86 | 230 | 83 | 99 | 104 | 71 | 48 |
| Changes in Working Capital ⓘ | 118 | -19 | -135 | 32 | 16 | -172 | 169 | -275 | -152 | -259 |
| Tax Paid ⓘ | -0 | -23 | -79 | -95 | -34 | -14 | -17 | -47 | -92 | -142 |
| Cash Flow From Investing Activity ⓘ | -2 | 11 | -61 | -223 | -215 | -113 | -28 | -397 | -405 | -242 |
| Capex | -13 | -11 | -52 | -203 | -248 | -35 | -23 | -76 | -53 | -162 |
| Net Investments | 7 | 20 | 11 | -23 | 33 | -80 | -7 | -323 | -383 | -95 |
| Others ⓘ | 3 | 2 | -19 | 3 | 1 | 2 | 1 | 3 | 30 | 15 |
| Cash Flow From Financing Activityⓘ | -270 | -223 | -180 | -257 | -40 | 166 | -181 | 378 | 8 | -270 |
| Net Proceeds from Shares ⓘ | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 1 | 8 | 3 |
| Net Proceeds from Borrowing ⓘ | -60 | -59 | -21 | -62 | -45 | -66 | 7 | -39 | -59 | -32 |
| Interest Paid ⓘ | -84 | -103 | -65 | -65 | -57 | -36 | -31 | -49 | -63 | -42 |
| Dividend Paid ⓘ | 0 | -2 | -4 | -4 | -6 | -6 | -6 | -8 | -11 | -25 |
| Others ⓘ | -125 | -59 | -90 | -126 | 68 | 273 | -151 | 474 | 133 | -174 |
| Net Cash Flow ⓘ | 5 | -7 | 6 | -8 | 28 | 13 | 121 | 35 | 3 | -56 |
| PARTICULARS | Mar'16 | Mar'17 | Mar'18 | Mar'19 | Mar'20 | Mar'21 | Mar'22 | Mar'23 | Mar'24 | Mar'25 |
|---|---|---|---|---|---|---|---|---|---|---|
| Ratios | ||||||||||
| ROE (%) | -1.87 | 8.12 | 19.15 | 19.88 | 4.87 | 2.78 | 3.71 | 10.63 | 16.15 | 17.06 |
| ROCE (%) | 4.82 | 11.29 | 21.59 | 24.33 | 5.76 | 4.24 | 4.76 | 12.43 | 19.2 | 22.62 |
| Asset Turnover Ratio | 0.59 | 0.69 | 0.86 | 0.85 | 0.63 | 0.6 | 0.85 | 1.1 | 0.97 | 0.95 |
| PAT to CFO Conversion(x) | N/A | 2.53 | 1.02 | 1.52 | 3.48 | -0.83 | 5.08 | 0.25 | 0.97 | 0.82 | Working Capital Days |
| Receivable Days | 73 | 52 | 44 | 49 | 67 | 83 | 63 | 44 | 51 | 51 |
| Inventory Days | 95 | 88 | 73 | 73 | 88 | 72 | 72 | 58 | 55 | 51 |
| Payable Days | 40 | 49 | 37 | 19 | 16 | 29 | 40 | 38 | 53 | 45 |
Established in 1990, Himadri Speciality Chemical is one of India’s largest integrated speciality carbon companies. Over the years, the Company has undergone massive transformation from a Coal Tar Pitch manufacturing company to being one of the world’s most extensive value chains in the Carbon segment.
The Company is a market leader and a significant player in multiple product segments like Coal Tar Pitch, Carbon Black, Naphthalene and Refined Naphthalene, Sulphonated Naphthalene Formaldehyde (SNF), and Speciality Oils, among others. The Company has diversified its product portfolio using the power of forward integration. This has empowered the Company to develop advance carbon material and other value-added speciality products. Himadri Speciality Chemical Limited is a public company domiciled and headquartered in India. Its equity shares are listed on National Stock Exchange (NSE) and Bombay Stock Exchange (BSE).
Business area of the company
Himadri Speciality Chemical is primarily engaged in the manufacturing of carbon materials and chemicals. The company has operations in India and caters to both domestic and international markets.
Products and Industries
Products
Industries
Awards
Milestones
SEBI Registered: Investment Adviser - INA000013323
| Name of the IA registered with SEBI: | The Alchemists Ark Pvt. Ltd. |
| Logo: | |
| Trade/Brand Name of IA: | MoneyWorks4Me Investment Advisers |
| Brand Logo: | |
| SEBI Registration Number: | INA000013323 Validity - May 16, 2019 - Perpetual |
| Registration: | Non-Individual |
| BSE Enlistment No: | 1187 |
| Address: | B-101, Signet Corner Building, Balewadi Phata, Baner, Pune, Maharashtra 411045 |
| Compliance officer Details: |
Name: Shrikant Jagtap Email: shrikant.jagtap@moneyworks4me.com Telephone: +919860359463 Address: Same as IA |
| Grievance Officer Details: |
Name: Mukta Vaze Email: mukta.vaze@moneyworks4me.com Telephone: +91 98609 19463 Address: Same as IA |
| Principal Officer Details: |
Name: Atharva Bhide Email: atharva.bhide@moneyworks4me.com Telephone: +91 91758 99463 Address: Same as IA |
| Standard Warning: | Investment in securities market are subject to market risks. Read all the related documents carefully before investing. |
| Disclaimer: | Registration granted by SEBI, enlistment with exchange and certification from NISM in no way guarantee performance of the intermediary or provide any assurance of returns to investors. |
Warning: Investment in securities market are subject to market risks. Read all the related documents carefully before investing.
Disclaimer: Registration granted by SEBI, membership of BASL (in case of IAs) and certification from NISM in no way guarantee performance of the intermediary or provides any assurance of returns to investors.
SEBI regional/local office address -






Address:
© 2026 The Alchemists Ark Pvt. Ltd. All rights reserved. MoneyWorks4Me ® is a registered trademark of The Alchemists Ark Pvt. Ltd.

MoneyWorks4Me rating and ranking of funds for SIP is available to subscribers only. Moneyworks4Me is not a rating and ranking agency, however it is required that users have a way of selecting funds and building a Portfolio. The method used by it are described below to enable users to understand the logic behind the rating and ranking Subscriber will find more details on this in the various content made available from time to time. In case you need more please write to besafe@moneyworks4Me.com
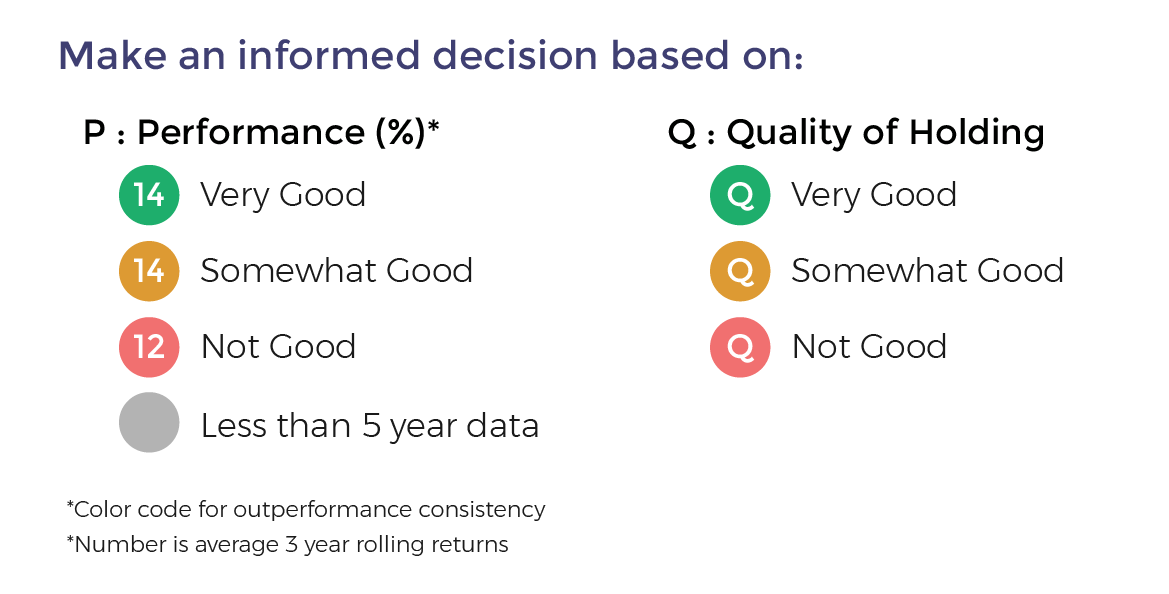
MoneyWorks4Me rates and ranks mutual funds based on the following data-driven system:
Funds ranking in screeners: Performance Consistency and Quality are two parameters used for ranking funds for SIP. The ranking as follows GG, GO, GR, OG, OO, OR, RG, RO and RR.
With the same color-coded funds, the one with the higher Average 3-year rolling returns (over 5 to 10 years), the number that appears in the Performance tag, ranks higher.
Here is the summary:
The third tag Upside Potential is not relevant for SIP. It is relevant for lumpsum investments in Mutual Funds.
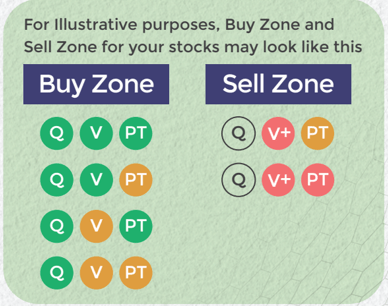
Make an informed decision for Stocks
Invest using an intelligent system with powerful data-driven tools that help you identify opportunities and make informed buy-hold-sell decisions
Buy quality Stocks when they are available at reasonable prices and supported by an upward price trend and Sell when they are Overvalued using the Decizen Rating System. Covers 3500+ stocks