
SEBI Reg. Investment Advisor
| Name of the IA registered with SEBI: | The Alchemists Ark Pvt. Ltd. |
| Logo: | |
| Trade/Brand Name of IA: | MoneyWorks4Me Investment Advisers |
| Brand Logo: | |
| SEBI Registration Number: | INA000013323 Validity – May 16, 2019 – Perpetual |
| Registration: | Non-Individual |
| BSE Enlistment No: | 1187 |
| Address: | B-101, Signet Corner Building, Balewadi Phata, Baner, Pune, Maharashtra 411045 |
| Compliance officer Details: |
Name: Shrikant Jagtap Email: shrikant.jagtap@moneyworks4me.com Telephone: +919860359463 Address: Same as IA |
| Grievance Officer Details: |
Name: Mukta Vaze Email: mukta.vaze@moneyworks4me.com Telephone: +91 98609 19463 Address: Same as IA |
| Principal Officer Details: |
Name: Atharva Bhide Email: atharva.bhide@moneyworks4me.com Telephone: +91 91758 99463 Address: Same as IA |
| Standard Warning: | Investment in securities market are subject to market risks. Read all the related documents carefully before investing. |
| Disclaimer: | Registration granted by SEBI, enlistment with exchange and certification from NISM in no way guarantee performance of the intermediary or provide any assurance of returns to investors. |
![]()
Share Analysis – Quality, Valuation Zone, Price Trend & DeciZen Rating BSE: 533412 NSE: DRDATSONS Pharmaceuticals & Drugs | Small Cap | Dr. Datasons Labs Share Price
Share Analysis – Quality, Valuation Zone, Price Trend & DeciZen Rating BSE: 533412 NSE: DRDATSONS Pharmaceuticals & Drugs | Small Cap | Dr. Datasons Labs Share Price
Data adjusted to bonus, split, extra-ordinary income, rights issue and change in financial year end.
| Mar'05 | Mar'06 | Mar'07 | Mar'08 | Mar'09 | Mar'10 | Mar'11 | Mar'12 | Mar'13 | Mar'14 | TTM | |
|---|---|---|---|---|---|---|---|---|---|---|---|
| ROCE % ⓘ | 0% | 0% | 0% | 52% | 31.2% | 36.3% | 35.7% | 20% | 6% | 5% | - |
Growth Parameters ⓘ |
|||||||||||
| Sales ⓘ | 0 | 0 | 0 | 21.9 | 90.1 | 162 | 320 | 480 | 521 | 421 | 507 |
| Sales YoY Gr. | - | NA | NA | NA | 311.9% | 79.4% | 98.1% | 49.9% | 8.5% | -19.2% | - |
| Adj EPS ⓘ | 0 | 0 | 0 | 11.6 | 10.3 | 25.5 | 47.8 | 29.2 | 20.8 | -1.5 | -0.6 |
| YoY Gr. | - | NA | NA | NA | -11% | 147.4% | 87.4% | -38.9% | -28.8% | -107.3% | - |
| BVPS (₹) ⓘ | 0 | 0 | -21.9 | 21.4 | 24.9 | 86.2 | 177.4 | 251.9 | 222.8 | 128.9 | 55.5 |
| Adj Net Profit ⓘ | 0 | 0 | 0 | 2.3 | 5.1 | 14.8 | 36.2 | 40.6 | 28.9 | -4.8 | -6 |
| Cash Flow from Ops. ⓘ | 0 | 0 | 0.1 | -2.3 | -21.9 | 0.5 | -45.8 | -45.8 | 39.7 | 135 | - |
| Debt/CF from Ops. ⓘ | 0 | 0 | 4.1 | -5.3 | -1.7 | 110.1 | -3 | -6.5 | 13.9 | 3.7 | - |
| 9 Years | 5 Years | 3 Years | 1 Years | |||||
|---|---|---|---|---|---|---|---|---|
| Sales ⓘ | NA | 36.1% | 9.6% | -19.2% | ||||
| Adj EPS ⓘ | NA | -168.2% | -131.7% | -107.3% | ||||
| BVPSⓘ | NA | 39% | -10.1% | -42.2% | ||||
| Share Price | - | - | - | - | ||||
| Mar'05 | Mar'06 | Mar'07 | Mar'08 | Mar'09 | Mar'10 | Mar'11 | Mar'12 | Mar'13 | Mar'14 | TTM | |
|---|---|---|---|---|---|---|---|---|---|---|---|
| Return on Equity % ⓘ | 0 | 0 | 0 | 108.7 | 61.5 | 47.5 | 39.4 | 16.8 | 8.8 | -1.3 | -0.6 |
| Op. Profit Mgn % ⓘ | 0 | 0 | 0 | 21.6 | 12.1 | 18.1 | 22.2 | 22 | 20.3 | 13.5 | 3.9 |
| Net Profit Mgn % ⓘ | 0 | 0 | 0 | 10.6 | 5.7 | 9.1 | 11.3 | 8.5 | 5.6 | -1.1 | -1.2 |
| Debt to Equity ⓘ | 0 | 0 | -24.8 | 2.9 | 3.1 | 1.2 | 1 | 0.9 | 1.8 | 1.2 | - |
| Working Cap Days ⓘ | 0 | 0 | 0 | 140 | 128 | 146 | 148 | 202 | 289 | 499 | 801 |
| Cash Conv. Cycle ⓘ | 0 | 0 | 0 | 126 | 124 | 120 | 137 | 179 | 187 | 260 | 4 |
| PARTICULARS | Mar'07 | Mar'08 | Mar'09 | Mar'10 | Mar'11 | Mar'12 | Mar'13 | Mar'14 |
|---|---|---|---|---|---|---|---|---|
| Sales | 0 | 21.88 | 90.13 | 161.67 | 320.26 | 479.96 | 520.76 | 421.05 |
| Operating Expenses ⓘ + | 0 | 17.16 | 79.24 | 132.40 | 249.63 | 374.52 | 414.93 | 364.17 |
| Operating Profit ⓘ | 0 | 4.71 | 10.90 | 29.27 | 70.63 | 105.44 | 105.83 | 56.89 |
| Operating Profit Margin (%) | - | 21.5% | 12.1% | 18.1% | 22.1% | 22.0% | 20.3% | 13.5% |
| Other Income ⓘ + | 0 | 0 | 0.01 | 0.53 | 0.19 | 2.36 | 4.71 | 7.87 |
| Interest ⓘ | 0 | 0.78 | 2.58 | 6.07 | 13.65 | 29.09 | 42.68 | 43.03 |
| Depreciation ⓘ | 0 | 0.23 | 0.52 | 0.88 | 2.58 | 15.67 | 20.22 | 20.44 |
| Profit Before Tax ⓘ | 0 | 3.71 | 7.81 | 22.85 | 54.59 | 63.05 | 2.77 | 1.29 |
| Tax ⓘ | 0 | 1.39 | 2.71 | 7.78 | 18.58 | 22.02 | 2.22 | 0.62 |
| Profit After Tax | 0 | 2.32 | 5.11 | 15.08 | 36.01 | 41.03 | 0.55 | 0.67 |
| PAT Margin (%) | - | 10.6% | 5.7% | 9.3% | 11.2% | 8.6% | 0.1% | 0.2% |
| Adjusted EPS (₹) | 0.0 | 11.6 | 10.3 | 26.1 | 47.5 | 29.5 | 0.4 | 0.2 |
| Dividend Payout Ratio (%) | 0% | 0% | 0% | 0% | 0% | 0% | 25.30% | 0% |

| PARTICULARS | Mar'07 | Mar'08 | Mar'09 | Mar'10 | Mar'11 | Mar'12 | Mar'13 | Mar'14 | |||
|---|---|---|---|---|---|---|---|---|---|---|---|
Equity and Liabilities | |||||||||||
| Shareholders Fund + | -0.02 | 4.29 | 12.31 | 49.77 | 134.39 | 349.80 | 309.47 | 407.87 | |||
| Debt + | 0.54 | 12.44 | 37.63 | 59.69 | 138.85 | 298.59 | 550.03 | 375.12 | |||
| Minority Interest | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | |||
| Trade Payables | 0 | 0 | 0 | 15.60 | -6.03 | 40.07 | 158.86 | 312.46 | |||
| Others Liabilities ⓘ | 0.20 | 10.87 | 10.76 | 9.69 | 27.68 | 29.49 | 37.72 | 167.45 | |||
| Total Liabilities ⓘ | 0.72 | 27.60 | 60.70 | 134.76 | 294.88 | 717.95 | 1,056.08 | 1,262.89 | |||
Fixed Assets | |||||||||||
| Net Fixed Assets ⓘ + | 0 | 10.74 | 13.20 | 46.93 | 70.35 | 213.85 | 208.46 | 188.29 | |||
| CWIP ⓘ | 0.67 | 0 | 0 | 4.20 | 46.68 | 144.24 | 164.09 | 179.01 | |||
| Investments ⓘ | 0 | 0.05 | 0.05 | 0.05 | 0.05 | 0.78 | 2.40 | 212.78 | |||
| Inventories | 0 | 2.79 | 15.34 | 36.04 | 82.37 | 137.52 | 166.49 | 185.53 | |||
| Trade Receivables | 0 | 12.31 | 30.92 | 43.30 | 90.46 | 200.58 | 272.37 | 365.91 | |||
| Cash Equivalents | 0.01 | 0.08 | 0.73 | 0.75 | 0.67 | 4.15 | 212.33 | 1.22 | |||
| Others Assets ⓘ | 0.03 | 1.63 | 0.46 | 3.49 | 4.30 | 16.84 | 29.93 | 130.14 | |||
| Total Assets ⓘ | 0.72 | 27.60 | 60.70 | 134.76 | 294.88 | 717.95 | 1,056.08 | 1,262.89 | |||
| PARTICULARS | Mar'07 | Mar'08 | Mar'09 | Mar'10 | Mar'11 | Mar'12 | Mar'13 | Mar'14 |
|---|---|---|---|---|---|---|---|---|
| Cash Flow From Operating Activity ⓘ + | 0.13 | -2.34 | -21.93 | 0.54 | -45.81 | -45.83 | 39.67 | 134.66 |
| Cash Flow From Investing Activity ⓘ + | -0.67 | -10.70 | -2.98 | -38.76 | -68.41 | -255.77 | -36.02 | -225.57 |
| Cash Flow From Financing Activity ⓘ + | 0.55 | 13.11 | 25.56 | 38.24 | 114.14 | 305.08 | 204.54 | -120.20 |
| Net Cash Flow ⓘ | 0.01 | 0.07 | 0.65 | 0.03 | -0.09 | 3.48 | 208.18 | -211.11 |
| PARTICULARS | Mar'07 | Mar'08 | Mar'09 | Mar'10 | Mar'11 | Mar'12 | Mar'13 | Mar'14 | ||
|---|---|---|---|---|---|---|---|---|---|---|
| Ratios | ||||||||||
| ROE (%) | N/A | 108.7 | 61.53 | 48.57 | 39.11 | 16.95 | 0.17 | 0.19 | ||
| ROCE (%) | N/A | 52.04 | 31.18 | 36.29 | 35.66 | 19.99 | 6.03 | 5.03 | ||
| Asset Turnover Ratio | 0 | 1.55 | 2.04 | 1.65 | 1.49 | 0.95 | 0.59 | 0.36 | ||
| PAT to CFO Conversion(x) | N/A | -1.01 | -4.29 | 0.04 | -1.27 | -1.12 | 72.13 | 200.99 | ||
| Working Capital Days | ||||||||||
| Receivable Days | 0 | 205.30 | 87.50 | 83.80 | 76.20 | 110.70 | 165.70 | 276.70 | ||
| Inventory Days | 0 | 46.60 | 36.70 | 58 | 67.50 | 83.60 | 106.50 | 152.60 | ||
| Payable Days | 0 | 0 | 0 | 23.20 | 7.50 | 17.60 | 93.80 | 245.80 | ||
| Pledged * | 94.40 | 94.19 | 90.42 | 90.32 | 90.20 | 89.87 | 87.74 | 86.73 | 0.00 | 0.00 |
Aanjaneya Lifecare was born of a vision. Incorporated in 2006 it has evolved into a leading research based integrated pharmaceutical company with established research, manufacturing and marketing capabilities. It is R&D focused, has a multi product portfolio with state of the art manufacturing facilities, and is set to become a marketing conglomerate across the globe. Aanjaneya has created a name for itself in the manufacture of bulk actives and finished dosage forms its area of core competence. Driven by a top class team of managers and motivators this organization is counted as one of the most professional companies of India and a preferred place for top innovators and mangers to join the bandwagon of the globally significant Indian Pharma industry.
Its research team has proved itself to be a power house of innovation by filing many international patents for oncological therapeutics. The company is constantly working to broaden the pipeline of products and to make an impact in the international markets. The company reaches out to all the significant markets across South Asia and their distribution partners are highly dynamic, working to deliver the ideas and products to the market at great speed. Its contract manufacturing of these products provides great value to major marketing companies of the world working in India and the Europe. After ensuring a firm foundation of cost effective production capabilities and a clutch of loyal customers, the company is entering the high value specialty branded generic formulations segment, with a global marketing network. Last but not the least; the company is deeply committed to alleviate human suffering in the most ethical manner.
Patents
Product Portfolio
Key Focus Areas
Research & Development
The company‘s R & D focus centers around the following:
The company’s proposed objectives for R&D centre are:
Technology Transfer Services
Consulting - Preparation of product and material specifications evaluation of existing production facilities to meet GMP definition of appropriate plant size and technologies
Project Appraisal - Financial and economic evaluations feasibility studies
Engineering - Design of plant layout, basic and detail engineering blue prints for civil engineering works
Plant Supply - Supply of plant equipment and supervision of erection and start up
Commissioning - Overall works supervision and supervision of erection and start up
Training - Training schemes at Cipla's production facilities and on - the - job training courses
Operational Management - Production planning and management
Support - Raw materials management
Know - How Transfer - Product know - how process know - how new developments.
Quality Control - Development of analytical method, establishment of quality control guidelines according to GMP and quality control manuals.
Business Focus
The medium term strategy of the company is to continuously globalize the intellectual property assets and enhance value to customers.
In global markets, the company shall retain and enhance cost efficient quality leadership in anti malarial drugs. It is the endeavor of the company to achieve this by resolving complex chemistry challenges, improving process efficiencies, adopting global scale manufacturing and using cost effective market networks throughout South East Asia, Africa and Latin America.
The company’s competitive advantage is in capturing a large portfolio of approvals, backed up by a global standard R&D effort that offers several patented non-infringing processes and intellectual properties, and a cost efficient manufacturing environment complying with USFDA and EU authorities.
The company shall forge alliances with original research companies in the area of custom synthesis. The existing relationships and credibility will help Aanjaneya to acquire a significant part of bulk manufacturing of original research companies into its units.
The corporate plans are to ensure growth through organic and inorganic means, and by adopting strategic joint ventures and alliances. The objective is to maximize the revenues and reduce risks.
The long term growth strategies being put in to action include:
Develop a broad portfolio of DMFs through non-infringing processes and intellectual properties and become a significant player in the generics market, especially in the regulated markets
Manage cost efficiently in a mega-manufacturing environment approved by USFDA/European regulatory authorities; and in the process, enhance its attractiveness to alliance partners
Emerge as a leading player in global high quality innovative specialty branded generic formulations and domestic brand segments
Leverage the strength in introducing innovative drugs in lozenges forms
Be an integrated player in fast developing herbal drugs segment by introducing range of formulations in Syrups, Lozenges, Tablets Capsules and gels for various therapeutic segments
Facilities
Bulk Actives - Manufacturing facilities at Mahad MIDC
The company’s API complex in Mahad near Mumbai provides multi-therapeutic product offerings comprising high-end Alkaloids, Quinine Salts, and Veterinary APIs and Cytotoxic API's. Spanning 20,000 sq. mtrs, this facility is a world-class manufacturing complex which can handle complex synthesis and reactions with the highest levels of safety and productivity. The facility has an aggregate reactor capability of over 75 kl with reactors of varied metallurgy including cast alloy and several centrifuges, driers and production equipment. It is worth mentioning that the facility uses complex gases and a high technology hydro-genator system. The facility is also awarded the ISO 14001 (Environment Management System), ISO 9001:2008 and ISO 220000 certifications by BSI. The facilities are UK MHRA & EUGMP compliant.
The company proposes to implement Enterprise Resource Planning (ERP) at both plants and Head Office. Phase I will cover Finance, Supply Chain Management and Human Resource and Phase II will cover Manufacturing and Quality Control. This will manage all the hard data of its business including data on planning, purchase, inventory, manufacture, quality control, shipments, accounting and costing.
Finished Dosages Facility - Perungut Pune
Located in a site area of about 4 acres, the company’s Formulations Complex has facilities for manufacturing various types of dosage forms such as Liquid Syrups, oral tablets, lozenges and Gels in several product categories complying with international standards. It complies with WHO, cGMP, MHRA and TGA norms and has received ISO 9001, ISO 14001 and OHSAS 18001 (Occupational Health and Safety Management System) certifications; adequately reflecting Aanjaneya’s commitment towards quality and safety. Attainment of such standards have also opened the key to gaining footholds in regulated, lucrative markets like the US and EU for the company.
The overall facility and building design ensures the highest standards of aseptic manufacture, in compliance with the relevant Good Manufacturing Practices (GMP). The design of the building with dedicated HVAC systems and stringent controls on personnel and material movements are developed to avoid any cross-contamination of areas. Appropriate measures are taken to ensure that the product is contained within the building and particles do not escape to the external environment. The design incorporates, for this purpose, HEPA filters on air discharged to the external atmosphere and air locks where materials exit and enter, besides garment change protocols for personnel on entry and exit. This facility thus represents an advanced Liquid Filling line, comparable with the best in the world. The facility further reinforces Aanjaneya’s and India’s technical competencies in the global pharmaceutical industry.
Awards & Achievements
Excellence Award - The company’s Chairman Shri Kashi Vishwanathan received the Excellence Award from Former Hon. Dy. Prime Minister of Thailand Korn Dabaraasi at Indo - Thai Economic Cooperation Summit Held in Delhi in April 2009
Business Excellence Award - The company received the Business Excellence Award at World Summit of emerging India in July 2009
Quality Award - The company received the Quality Award from Europe Business Assembly in Vienna in December 2009
WHO GMP Certification - The company facilities have ISO 9001:2008, ISO 14001:2004 & ISO 22000 from BSI Systems and Pune facility has WHO GMP certification
Milestones
Start Research-backed Investing ...Now. Subscribe to Sapphire
MoneyWorks4Me is a SEBI-registered Investment Adviser (IA) dedicated to helping investors build long-term wealth through transparent, research-driven, conflict-free guidance. Founded in 2008, we started our journey as a Research Analyst (RA), providing deep fundamental analysis, intrinsic value insights, and long-term investing frameworks for Indian equities. In 2017, we transitioned to a full-fledged SEBI-registered Investment Adviser, strengthening our commitment to acting as a fiduciary—always putting the investor’s interest first.
To become India’s most trusted, research-powered fiduciary advisory platform—where every investor, regardless of experience, can make calm, confident, and well-reasoned investment decisions.
MoneyWorks4Me ensures this through:

MoneyWorks4Me rating and ranking of funds for SIP is available to subscribers only. Moneyworks4Me is not a rating and ranking agency, however it is required that users have a way of selecting funds and building a Portfolio. The method used by it are described below to enable users to understand the logic behind the rating and ranking Subscriber will find more details on this in the various content made available from time to time. In case you need more please write to besafe@moneyworks4Me.com
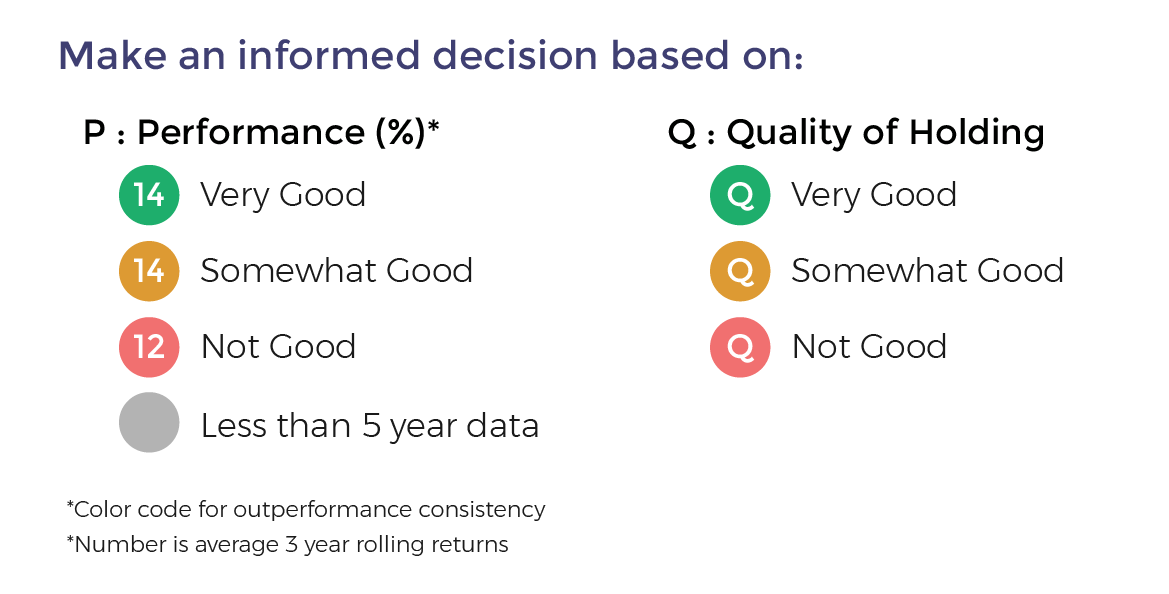
MoneyWorks4Me rates and ranks mutual funds based on the following data-driven system:
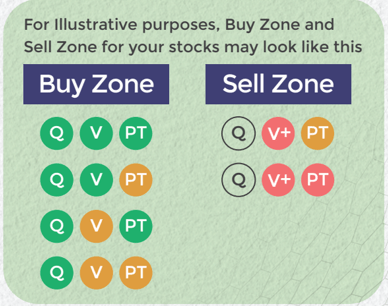
Funds ranking in screeners: Performance Consistency and Quality are two parameters used for ranking funds for SIP. The ranking as follows GG, GO, GR, OG, OO, OR, RG, RO and RR.
With the same color-coded funds, the one with the higher Average 3-year rolling returns (over 5 to 10 years), the number that appears in the Performance tag, ranks higher.
Here is the summary:
The third tag Upside Potential is not relevant for SIP. It is relevant for lumpsum investments in Mutual Funds.
Make an informed decision for Stocks
Invest using an intelligent system with powerful data-driven tools that help you identify opportunities and make informed buy-hold-sell decisions
Buy quality Stocks when they are available at reasonable prices and supported by an upward price trend and Sell when they are Overvalued using the Decizen Rating System. Covers 3500+ stocks