
SEBI Reg. Investment Advisor
| Name of the IA registered with SEBI: | The Alchemists Ark Pvt. Ltd. |
| Logo: | |
| Trade/Brand Name of IA: | MoneyWorks4Me Investment Advisers |
| Brand Logo: | |
| SEBI Registration Number: | INA000013323 Validity – May 16, 2019 – Perpetual |
| Registration: | Non-Individual |
| BSE Enlistment No: | 1187 |
| Address: | B-101, Signet Corner Building, Balewadi Phata, Baner, Pune, Maharashtra 411045 |
| Compliance officer Details: |
Name: Shrikant Jagtap Email: shrikant.jagtap@moneyworks4me.com Telephone: +919860359463 Address: Same as IA |
| Grievance Officer Details: |
Name: Mukta Vaze Email: mukta.vaze@moneyworks4me.com Telephone: +91 98609 19463 Address: Same as IA |
| Principal Officer Details: |
Name: Atharva Bhide Email: atharva.bhide@moneyworks4me.com Telephone: +91 91758 99463 Address: Same as IA |
| Standard Warning: | Investment in securities market are subject to market risks. Read all the related documents carefully before investing. |
| Disclaimer: | Registration granted by SEBI, enlistment with exchange and certification from NISM in no way guarantee performance of the intermediary or provide any assurance of returns to investors. |
![]()
Share Analysis – Quality, Valuation Zone, Price Trend & DeciZen Rating BSE: 544066 NSE: SUNCLAY Auto Ancillary | Small Cap | Sundaram-Clayton Share Price
₹1,359.80 6.10 (0.45%)
As on 22-Jul'26 16:59
Share Analysis – Quality, Valuation Zone, Price Trend & DeciZen Rating BSE: 544066 NSE: SUNCLAY Auto Ancillary | Small Cap | Sundaram-Clayton Share Price
₹1,359.80 6.10 (0.45%)
As on 22-Jul'26 16:59
Check Valuation charts
This assessment is based on company’s performance on Revenue growth, ROCE, Equity and Assets, key margin ratios, cash conversion cycle, and debt to cash flow from operations and how it compares with its long term averages.
We have analysed the performance of the company on the following:
By checking its Revenue growth, Gross, Operating and Net Margins compared to its last 5-year median.
By checking its ROCE, ROA, ROE and its Cash Conversion Cycle.
By checking its Debt to Equity and Cash Flow from Operations.
Data adjusted to bonus, split, extra-ordinary income, rights issue and change in financial year end.
| Mar'24 | Mar'25 | Mar'26 | TTM | |
|---|---|---|---|---|
| ROCE % ⓘ | 6.7% | 17.8% | 26.8% | - |
| Value Creation Index ⓘ | -0.5 | 0.3 | 0.9 | - |
Growth Parameters ⓘ |
||||
| Sales ⓘ | 1,342 | 2,109 | 1,789 | 1,789 |
| Sales YoY Gr. | - | 57.2% | -15.2% | - |
| Adj EPS ⓘ | 30.5 | 54.2 | 83.8 | 250.5 |
| YoY Gr. | - | 78.1% | 54.6% | - |
| BVPS (₹) ⓘ | 394.1 | 646.1 | 889.5 | 889.3 |
| Adj Net Profit ⓘ | 61.6 | 120 | 185 | 552 |
| Cash Flow from Ops. ⓘ | 117 | 208 | 256 | - |
| Debt/CF from Ops. ⓘ | 8.3 | 5.1 | 3.3 | - |
| 9 Years | 5 Years | 3 Years | 1 Years | |||||
|---|---|---|---|---|---|---|---|---|
| Sales ⓘ | NA | NA | NA | -15.2% | ||||
| Adj EPS ⓘ | NA | NA | NA | 54.6% | ||||
| BVPSⓘ | NA | NA | NA | 37.7% | ||||
| Share Price | - | - | - | -31.1% | ||||
| Mar'24 | Mar'25 | Mar'26 | TTM | |
|---|---|---|---|---|
| Return on Equity % ⓘ | 7.7 | 10.8 | 10.9 | 28.2 |
| Op. Profit Mgn % ⓘ | 11.3 | 13.5 | 17.3 | 17.3 |
| Net Profit Mgn % ⓘ | 4.6 | 5.7 | 10.3 | 30.9 |
| Debt to Equity ⓘ | 1.2 | 0.8 | 0.4 | 0.3 |
| Working Cap Days ⓘ | 0 | 134 | 156 | 74 |
| Cash Conv. Cycle ⓘ | 0 | 39 | 52 | -8 |
| PARTICULARS | Mar'21 | Mar'22 | Mar'23 | Mar'24 | Mar'25 | Mar'26 |
|---|---|---|---|---|---|---|
| Sales | 1,177 | 1,743 | 2,074 | 1,342 | 2,109 | 1,789 |
| Operating Expenses ⓘ + | 1,026 | 1,512 | 1,825 | 1,191 | 1,826 | 1,479 |
| Operating Profit ⓘ | 150 | 231 | 249 | 151 | 284 | 310 |
| Operating Profit Margin (%) | 12.8% | 13.2% | 12.0% | 11.3% | 13.4% | 17.3% |
| Other Income ⓘ + | 111 | 94 | 133 | 34 | 14 | 20 |
| Interest ⓘ | 48 | 45 | 46 | 31 | 72 | 83 |
| Depreciation ⓘ | 78 | 102 | 100 | 65 | 116 | 134 |
| Profit Before Tax ⓘ | 123 | 2,300 | 327 | 87 | 306 | 627 |
| Tax ⓘ | 47 | 24 | 54 | 23 | 48 | 75 |
| Profit After Tax | 76 | 2,277 | 273 | 65 | 258 | 552 |
| PAT Margin (%) | 6.4% | 130.6% | 13.2% | 4.8% | 12.2% | 30.9% |
| Adjusted EPS (₹) | 37.5 | 1,124.9 | 134.9 | 31.9 | 117.0 | 250.6 |
| Dividend Payout Ratio (%) | 16.20% | 4.10% | 1.80% |

| PARTICULARS | Mar'21 | Mar'22 | Mar'23 | Mar'24 | Mar'25 | Mar'26 | |||||
|---|---|---|---|---|---|---|---|---|---|---|---|
Equity and Liabilities | |||||||||||
| Shareholders Fund + | 716 | 2,900 | 711 | 798 | 1,424 | 1,961 | |||||
| Debt + | 503 | 625 | 2,931 | 863 | 852 | 631 | |||||
| Minority Interest | 0 | 0 | 0 | 0 | 0 | 0 | |||||
| Trade Payables | 273 | 356 | 390 | 415 | 299 | 386 | |||||
| Others Liabilities ⓘ | 317 | 346 | 244 | 295 | 454 | 457 | |||||
| Total Liabilities ⓘ | 1,808 | 4,228 | 4,275 | 2,371 | 3,029 | 3,434 | |||||
Fixed Assets | |||||||||||
| Net Fixed Assets ⓘ + | 713 | 671 | 623 | 578 | 1,013 | 995 | |||||
| CWIP ⓘ | 12 | 9 | 57 | 295 | 45 | 23 | |||||
| Investments ⓘ | 386 | 404 | 832 | 673 | 1,224 | 1,590 | |||||
| Inventories | 301 | 371 | 348 | 321 | 297 | 342 | |||||
| Trade Receivables | 229 | 288 | 280 | 358 | 303 | 343 | |||||
| Cash Equivalents | 49 | 2,398 | 2,030 | 13 | 7 | 40 | |||||
| Others Assets ⓘ | 119 | 85 | 106 | 132 | 141 | 101 | |||||
| Total Assets ⓘ | 1,808 | 4,228 | 4,275 | 2,371 | 3,029 | 3,434 | |||||
| PARTICULARS | Mar'21 | Mar'22 | Mar'23 | Mar'24 | Mar'25 | Mar'26 |
|---|---|---|---|---|---|---|
| Cash Flow From Operating Activity ⓘ + | 125 | 65 | 340 | 117 | 208 | 256 |
| Cash Flow From Investing Activity ⓘ + | -45 | -106 | -8 | -342 | -586 | 70 |
| Cash Flow From Financing Activity ⓘ + | -106 | 21 | -329 | 157 | 376 | -297 |
| Net Cash Flow ⓘ | -26 | -20 | 3 | -69 | -3 | 29 |
| PARTICULARS | Mar'24 | Mar'25 | Mar'26 | |||||||
|---|---|---|---|---|---|---|---|---|---|---|
| Ratios | ||||||||||
| ROE (%) | 8.09 | 23.22 | 32.63 | |||||||
| ROCE (%) | 6.67 | 17.76 | 26.78 | |||||||
| Asset Turnover Ratio | 0.57 | 0.78 | 0.55 | |||||||
| PAT to CFO Conversion(x) | 1.64 | 0.03 | 1.25 | 1.8 | 0.81 | 0.46 | ||||
| Working Capital Days | ||||||||||
| Receivable Days | 97.50 | 57.20 | 66 | |||||||
| Inventory Days | 87.30 | 53.50 | 65.20 | |||||||
| Payable Days | 218.40 | 118.60 | 146.80 | |||||||
| Pledged * | 0.00 | 0.00 | 0.00 | 0.00 | 0.00 | 0.00 | 0.00 | 0.00 | 0.00 | 0.00 |
Start Research-backed Investing ...Now. Subscribe to Sapphire
MoneyWorks4Me is a SEBI-registered Investment Adviser (IA) dedicated to helping investors build long-term wealth through transparent, research-driven, conflict-free guidance. Founded in 2008, we started our journey as a Research Analyst (RA), providing deep fundamental analysis, intrinsic value insights, and long-term investing frameworks for Indian equities. In 2017, we transitioned to a full-fledged SEBI-registered Investment Adviser, strengthening our commitment to acting as a fiduciary—always putting the investor’s interest first.
To become India’s most trusted, research-powered fiduciary advisory platform—where every investor, regardless of experience, can make calm, confident, and well-reasoned investment decisions.
MoneyWorks4Me ensures this through:

MoneyWorks4Me rating and ranking of funds for SIP is available to subscribers only. Moneyworks4Me is not a rating and ranking agency, however it is required that users have a way of selecting funds and building a Portfolio. The method used by it are described below to enable users to understand the logic behind the rating and ranking Subscriber will find more details on this in the various content made available from time to time. In case you need more please write to besafe@moneyworks4Me.com
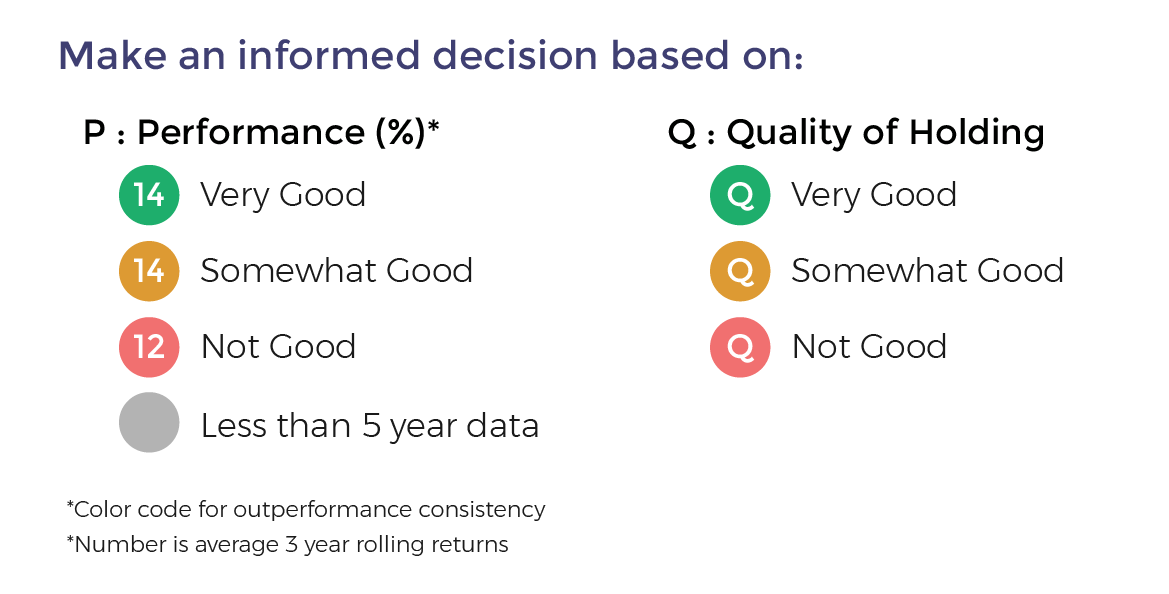
MoneyWorks4Me rates and ranks mutual funds based on the following data-driven system:
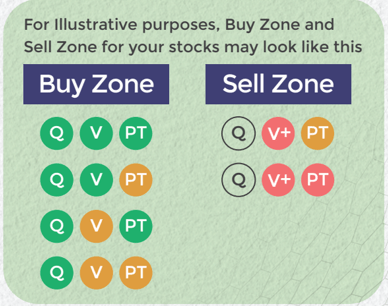
Funds ranking in screeners: Performance Consistency and Quality are two parameters used for ranking funds for SIP. The ranking as follows GG, GO, GR, OG, OO, OR, RG, RO and RR.
With the same color-coded funds, the one with the higher Average 3-year rolling returns (over 5 to 10 years), the number that appears in the Performance tag, ranks higher.
Here is the summary:
The third tag Upside Potential is not relevant for SIP. It is relevant for lumpsum investments in Mutual Funds.
Make an informed decision for Stocks
Invest using an intelligent system with powerful data-driven tools that help you identify opportunities and make informed buy-hold-sell decisions
Buy quality Stocks when they are available at reasonable prices and supported by an upward price trend and Sell when they are Overvalued using the Decizen Rating System. Covers 3500+ stocks